There is a variety of master alloys for aluminum and aluminum alloys, depending on the principal (leading) element. Most master alloys have a special color code and classification numbers provided by the Aluminum Association (AA) and the European Standardization Committee (CEN).
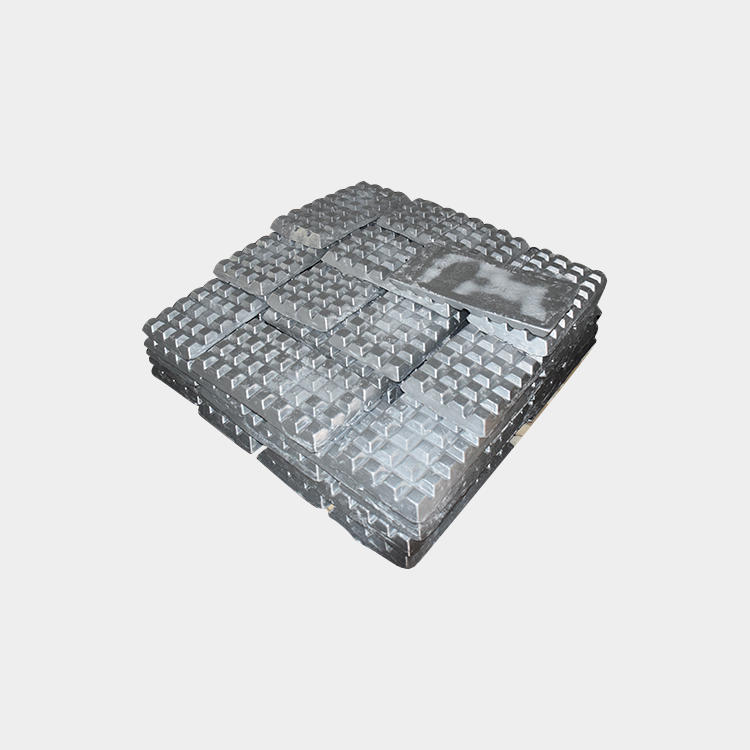
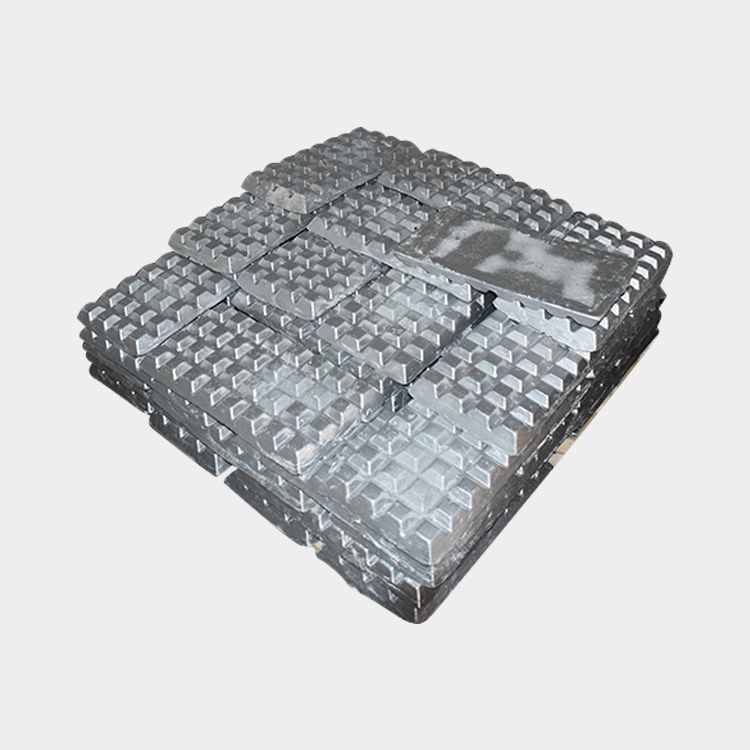
Master alloys are available in a variety of forms: waffle ingot, notched ingot, slab ingot, sheared ingot, button, splatter (flake), broken ingot, coiled rod, and cut rod, depending on the leading element, manufacturing procedure, and the purpose of the master alloy itself.
Besides "standard" or, better said, the most common master alloys, there are many experimentally developed master alloy types for a variety of applications. The majority of them seem to have no international standards or clear local regulations (e.g. factory developments for their own needs). For example, several master alloys with rare earth (RE) metals have been developed and tested in China for Al-Si and Al-Cu cast alloy grain refinement, etc.
In master alloy processing, the main issues are the liquidus surface of the system in question and the thermodynamics of the Al-M solutions. The "ideal" system should have: